
AE
AE : Acoustic Emission
●アコースティックエミッション(AE)とは・・・
材料が変形したり、亀裂が発生したりする際に、それまで蓄えられていたひずみエネルギーを弾性波として放出する現象。
(地震の小型版)
●アコースティックエミッション(AE)の基礎知識
亀裂進展時に発生するAEの特徴
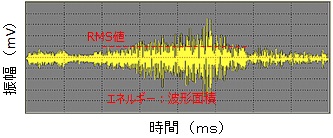
摩擦・摩耗発生時に発生するAEの特徴
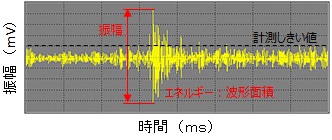
●波形形状 :突発型
●波形形状 :連続型
●振幅 :亀裂の進展距離
●エネルギー:摩耗量に関係
●周波数 :材料による
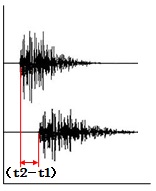
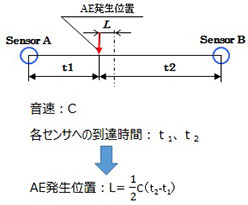
●AE発生位置の特定(位置標定)
●AE機器導入の狙い
★☆は難易度を示す。★印の少ない方が容易。
1)設備の予防保全 ★☆☆☆☆
により弁別できれば評価可能。
AE計測装置
■AeedySon(エディソン)シリーズ
異常発生時のAEエネルギーの増加にのみ着目し、機能を絞り込んだ廉価版。


■AEEDY(エディ)シリーズ
プレス加工等繰り返し実施される加工時のAE包絡線検波波形を計測し、振幅や波形の面積

■その他製品
●アンプシステム(AEEDY-MA2/P) ●プリアンプ(YPA1000シリーズ) ●AEセンサ取付治具
●発生数 :亀裂の進展数
●エネルギー:亀裂の進展面積
●RMS値 :摩擦力に関係
●周波数 :材料による
破損前に異常をキャッチし、保全計画を立てて実行することにより突発的な設備停止を防止する。
2)設備点検・メンテナンス時期の適正化 ★☆☆☆☆
AEの異常検出により点検・メンテナンスを実施することにより不要な工数を削減する。
3)設備の定期点検 ★★☆☆☆
分解せずに軸受や歯車の診断を行う。
4)製品検査 ★★★☆☆
・加工中に発生する亀裂をリアルタイムで評価する。
・出来上がった製品に亀裂が入っていないか検査する。
5)耐久試験・疲労試験時の亀裂発生検知 ★★★★★
長時間実施する試験にて亀裂発生・進展を評価し、アラーム出力をする。
※試験開始時よりAEを計測し、異常の無い常態のAE発生状況と亀裂発生・進展によるAEが各種パラメータ
設備に常設することにより異常をキャッチしてアラーム(接点)を出力します。
【対象例】
●各種設備の予防保全 ●減速機異常
●軸受異常(潤滑不良・剥離等) ●モーター異常
値により異常をキャッチしてアラーム(接点)を出力します。
【対象例】
●製品割れ(亀裂) ●研削焼け・砥石目詰まり等 ●刃具チッピング・折損
●金型メンテナンス時期管理 ●伸線時の連続疵 ●プレス時の異物付着
●AEセンサ取付確認機器(発振器、打撃装置等) ●AE教育・デモ用試験機
Copyright (c) YONEKURA MFG Co.,Ltd. All Rights Reserved.